中空闆,周轉箱熱(rè)固性塑料的(de)成型工藝特性
 來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:09:14
來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:09:14
中空闆,周轉箱的(de)工藝性能不同于熱(rè)塑性塑料,其主要性能指标有收縮率、流動性、水(shuǐ)分(fēn)及揮發物(wù)含量、比體積(比容)及壓縮率與固化(huà)速度等。
1.收縮率
同熱(rè)性塑料-樣,熱(rè)固性塑料經成型冷(lěng)卻也(yě)會發生尺寸收縮,其收縮率的(de)計算(suàn)方法與熱(rè)塑性塑料相同。産生收縮的(de)主要原因有以下(xià)幾個(gè)。
(1)熱(rè)收縮。熱(rè)收縮是由于熱(rè)脹冷(lěng)縮而使塑件成型冷(lěng)卻後所産生的(de)收縮。雖然模具也(yě)存在熱(rè)脹冷(lěng)縮,但是模具鋼材的(de)收縮率遠(yuǎn)小于塑料的(de)收縮率,所以模具的(de)尺寸要大(dà)于塑件 的(de)尺寸。熱(rè)收縮的(de)大(dà)小與模具的(de)溫度成正比,是成甩收縮中主要的(de)收縮閃素。
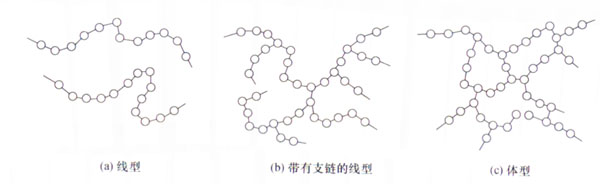
(2)結構變化(huà)引起的(de)收縮。中空闆,周轉箱在成咽過程中,發生了(le)交聯反應,分(fēn)子結構由線型結構變爲網狀結構,由于分(fēn)子鏈間距的(de)縮小,結構變得(de)緊密,引起體積收縮。
(3)彈性恢複。塑件從模具中取出後,作用(yòng)在塑件上的(de)壓力消失,産生一定的(de)彈性恢複,會造成塑件體積的(de)膨脹。在成型以玻璃纖維和(hé)布質爲填料的(de)熱(rè)固性塑料時(shí),這(zhè)種情況尤爲明(míng)顯。
(4)塑性變形。塑件脫模時(shí),成型壓力迅速降低,但模壁緊壓在塑件的(de)周圍,使其産生塑性變形。發生變形部分(fēn)的(de)收縮率比沒存變形部分(fēn)的(de)大(dà),因此塑件在平行加壓方向收縮較小,在垂直加壓方向收縮較大(dà)。可(kě)采用(yòng)迅速脫模的(de)方法補救來(lái)防止兩個(gè)方向的(de)收縮率相差過大(dà)。
影(yǐng)響收縮率的(de)因素,中空闆,周轉箱也(yě)相同,有原材料、模具結構、成型方法及成型工藝條件等。
2.流動性
熱(rè)固件塑料流動件,中空闆,周轉箱流動性意義相同,熱(rè)固性塑料通(tōng)常以拉西格流動性來(lái)表示。
将“定質U的(de)欲測塑料預壓成圓錠,将圓錠放入壓模中,在一定溫度和(hé)壓力下(xià),測定它從模孔中擠出的(de)長(cháng)度(毛糙部分(fēn)不計在内),此即拉內格流動性,其數值大(dà)則流動性好。
每一品種剛料的(de)流動性可(kě)分(fēn)爲三個(gè)不同等級。
(1)拉西格流動值爲100〜131mm,用(yòng)于壓制無嵌件、形狀簡單、厚度一般的(de)塑件。
(2)拉西格流動值爲131〜150mm,用(yòng)于壓制中等複雜(zá)程度的(de)塑件。
(3)拉西格流動值爲150〜180mm,用(yòng)于壓制結構複雜(zá)、型腔很深、嵌件較多(duō)的(de)薄壁塑件或用(yòng)于壓注成型。
3.比體積(比容)與壓縮率
比體積足笮位質W的(de)松散喂料所士的(de)體積;壓縮率爲塑料與塑件兩者體積或比體積之比值,其值恒大(dà)于1。
比體枳與壓縮率均表示粉狀或短纖維塑料的(de)松散程度,可(kě)用(yòng)來(lái)确定壓縮模加料腔容積的(de)大(dà)小。各種塑料的(de)比體積和(hé)壓縮率是不同的(de),同一種塑料的(de)比體枳和(hé)壓縮率又與塑料形狀、顆粒度及其均勻性不同而異。
4.水(shuǐ)分(fēn)和(hé)揮發物(wù)含量
熱(rè)固性塑料中的(de)水(shuǐ)分(fēn)和(hé)揮發物(wù)來(lái)自兩方面,一是塑料生産過程遺留下(xià)來(lái)及成型前在運輸、儲存時(shí)吸收的(de);二是在成型過程中化(huà)學反應産生的(de)副産物(wù),若成型時(shí)塑料中的(de)水(shuǐ)分(fēn)和(hé)揮發物(wù)過多(duō)又處理(lǐ)不及時(shí),則會産生如下(xià)問題:流動性增大(dà)、易産生溢料,成型周期長(cháng),收縮率大(dà),塑件易産生氣泡、組織疏松、翹曲變形、波紋等缺陷。
此外,有的(de)氣體對(duì)模具有腐蝕作用(yòng),對(duì)人(rén)體有刺激作用(yòng),因此必須采取相應措施,消除或抑制有害氣體的(de)産生,包括采取成型前對(duì)物(wù)料進行預熱(rè)幹燥處理(lǐ),在模具中開設排氣槽或壓制操作時(shí)設排氣工步、模具表面鍍鉻等措施。
5.交聯(固化(huà))特性
交聯足指中空闆,周轉箱在成型加工時(shí)大(dà)分(fēn)子與固化(huà)劑(交聯劑)的(de)作用(yòng)後,其線型分(fēn)子結構(如圖所示)逐步形成網狀的(de)三維體型結構(如圖所示)。