給大(dà)家分(fēn)享關于中空闆周轉箱的(de)一些知識
 來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:18:03
來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:18:03
1.中空闆周轉箱應用(yòng)特點及用(yòng)途有哪些?
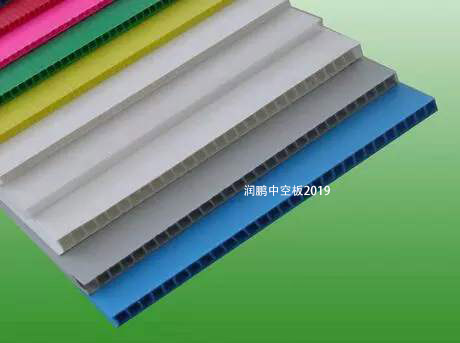
中空闆周轉箱是用(yòng)共聚聚丙烯爲主要原料注射成型的(de)一種塑料制品。和(hé)其他(tā)聚丙烯塑料制品一樣,聚丙烯周轉箱是一種色澤鮮豔美(měi)觀、強度高(gāo)、質量輕、使用(yòng)壽命長(cháng)、防蟲、防潮、防黴、無毒、清潔衛生、容易清洗和(hé)方便搬運的(de)較大(dà)型容器。周轉箱的(de)結構形式分(fēn)固定式和(hé)折疊式兩種:固定式周轉箱是在較大(dà)型的(de)注射機(注射能力1000cm3以上)一次注射成型;折疊式周轉箱是由多(duō)個(gè)零部件組裝成型,各個(gè)零件在不同規格的(de)注射機上分(fēn)别注射成型,然後組裝在一起。
周轉箱的(de)用(yòng)途,主要是用(yòng)于各種食品、飲料、農業産品、工業零部件、化(huà)工産品及藥品等的(de)周轉、運輸用(yòng)傳遞包裝箱,方便各種物(wù)品的(de)裝箱,儲存、搬運和(hé)存放。
2.聚丙烯周轉箱注射成型應注意哪些事項?
①原料選擇。聚丙烯周轉箱注射成型用(yòng)原料,主要是共聚聚丙烯樹脂,要求樹脂的(de)熔體流動速率(MFR)在1.5—59/10min範圍内,缺口沖擊強度大(dà)于10kg/㎡,拉伸強度大(dà)于23MPa,洛氏硬度大(dà)于75。爲了(le)降低制品的(de)生産成本,可(kě)在主原料中加10%左右的(de)無規聚丙烯填充母料。如果制品需要有顔色,在樹脂中還(hái)須加入一定比例的(de)著(zhe)色劑。
②由于周轉箱外形尺寸較大(dà),成型用(yòng)料較多(duō),注射成型固定式周轉箱應選注射能力大(dà)于1000cm3注射機。
③注射成型周轉箱的(de)生産工藝程序比較簡單;隻要按成型周轉箱用(yòng)料配方要求,把各種主輔原料計量、摻混在一起攪拌均勻,即可(kě)投入到注射機中塑化(huà)熔融後注射成型,脫模後的(de)制品經過表面去毛刺修整、印刷後即是成品。
④聚丙烯周轉箱注射成型工藝條件(僅供參考):塑化(huà)原料機筒分(fēn)段溫度:前部190~220℃,中部220~2400c,後部180~200。C;噴嘴溫度170—2000c。
注射壓力:70~IOOMPa。注射成型制品周期爲60~180s,其中注射時(shí)間爲5~lOs,保壓時(shí)間5—15s,冷(lěng)卻定型時(shí)間爲20~60s。
⑤由于周轉箱結構大(dà)而又較複雜(zá),成型模具應設計成多(duō)向開模結構。
中空闆周轉箱是用(yòng)共聚聚丙烯爲主要原料注射成型的(de)一種塑料制品。和(hé)其他(tā)聚丙烯塑料制品一樣,聚丙烯周轉箱是一種色澤鮮豔美(měi)觀、強度高(gāo)、質量輕、使用(yòng)壽命長(cháng)、防蟲、防潮、防黴、無毒、清潔衛生、容易清洗和(hé)方便搬運的(de)較大(dà)型容器。周轉箱的(de)結構形式分(fēn)固定式和(hé)折疊式兩種:固定式周轉箱是在較大(dà)型的(de)注射機(注射能力1000cm3以上)一次注射成型;折疊式周轉箱是由多(duō)個(gè)零部件組裝成型,各個(gè)零件在不同規格的(de)注射機上分(fēn)别注射成型,然後組裝在一起。
周轉箱的(de)用(yòng)途,主要是用(yòng)于各種食品、飲料、農業産品、工業零部件、化(huà)工産品及藥品等的(de)周轉、運輸用(yòng)傳遞包裝箱,方便各種物(wù)品的(de)裝箱,儲存、搬運和(hé)存放。
2.聚丙烯周轉箱注射成型應注意哪些事項?
①原料選擇。聚丙烯周轉箱注射成型用(yòng)原料,主要是共聚聚丙烯樹脂,要求樹脂的(de)熔體流動速率(MFR)在1.5—59/10min範圍内,缺口沖擊強度大(dà)于10kg/㎡,拉伸強度大(dà)于23MPa,洛氏硬度大(dà)于75。爲了(le)降低制品的(de)生産成本,可(kě)在主原料中加10%左右的(de)無規聚丙烯填充母料。如果制品需要有顔色,在樹脂中還(hái)須加入一定比例的(de)著(zhe)色劑。
②由于周轉箱外形尺寸較大(dà),成型用(yòng)料較多(duō),注射成型固定式周轉箱應選注射能力大(dà)于1000cm3注射機。
③注射成型周轉箱的(de)生産工藝程序比較簡單;隻要按成型周轉箱用(yòng)料配方要求,把各種主輔原料計量、摻混在一起攪拌均勻,即可(kě)投入到注射機中塑化(huà)熔融後注射成型,脫模後的(de)制品經過表面去毛刺修整、印刷後即是成品。
④聚丙烯周轉箱注射成型工藝條件(僅供參考):塑化(huà)原料機筒分(fēn)段溫度:前部190~220℃,中部220~2400c,後部180~200。C;噴嘴溫度170—2000c。
注射壓力:70~IOOMPa。注射成型制品周期爲60~180s,其中注射時(shí)間爲5~lOs,保壓時(shí)間5—15s,冷(lěng)卻定型時(shí)間爲20~60s。
⑤由于周轉箱結構大(dà)而又較複雜(zá),成型模具應設計成多(duō)向開模結構。
下(xià)一條:潤鵬給你講解關于聚碳酸酯(PC)中空闆的(de)不同