多(duō)糟中空闆壓形模結構及對(duì)零件成形的(de)影(yǐng)響
 來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:22:58
來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:22:58
中空闆在現代工農業生産中應用(yòng)較廣泛,如火車車皮、集裝箱、周轉箱等外表勻需中空闆結構。其強度好.外形美(měi)觀大(dà)方。因此中空闆外表面質量要求較高(gāo),槽深均勻,不允許有皺紋、裂紋、拉痕、擦傷等其它缺陷,并且楞闆棱角清晰.目前滾壓成形工藝制作瓦拐闆較爲普誼,但需有專用(yòng)滾軋機。有大(dà)壓力機的(de)單位可(kě)壓制成形。下(xià)面談談壓力機壓制成形中空闆零件時(shí)存在的(de)問題及解決方法.

當用(yòng)壓形模一次成形兩楞槽以上楞闆零件時(shí),楞闆零件的(de)成形質量取決于以下(xià)因素:(1)楞闆零件材料的(de)拉延系數.(2)楞槽的(de)深度.(3)楞槽的(de)圓角R。(4)楞槽數.
一般來(lái)說材料的(de)拉延系數值大(dà),楞槽淺,楞槽圓角R大(dà).楞槽數少,零件易壓制成形,并且質量也(yě)易保證,但楞闆外形不美(měi)觀.當上述4個(gè)設計條件較苛刻時(shí).拐闆的(de)壓制成形質量将很難保證.要确保楞闆零件的(de)設計質量,關鍵在于壓形模的(de)設計結構.例如某企業某車間使用(yòng)中空闆搭建.琴件材料爲δ=1.2/B3鋼闆,楞槽深度爲30mm,楞槽長(cháng)度爲2.5m,楞槽内圓角R爲2mm,楞槽數爲4個(gè).如果按圖紙設計要求一次成形,弊病較多(duō),因材料在模具内流動性極差.成形零件楞闆内圓角R較小.楞槽較深,并且材料已接近拉延極限值,楞槽R角處易産生撕裂.故成形琴件楞闆廢品率高(gāo),外觀質全差。如果加大(dà)楞闆内回角R,又達不到設計要求,還(hái)需增加整形工序,琴件制作成本費用(yòng)較高(gāo).
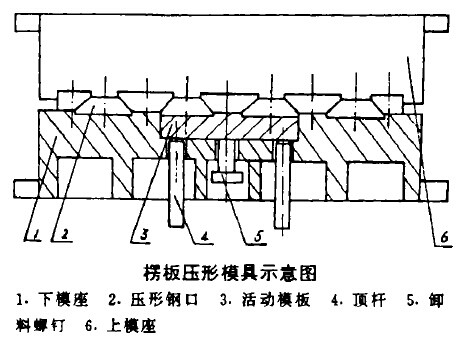
爲解決這(zhè)一難題,在設計楞闆壓形模具時(shí),采用(yòng)一套壓形模分(fēn)步成形壓制來(lái)完成整個(gè)壓形過程。即先預壓中間兩楞槽,然後一次成形四楞槽,模具示意圖.這(zhè)樣可(kě)解決上述弊端,并且确保了(le)質量.其結構是中間兩楞槽成形模設計有一活動模闆,利用(yòng)我廠800噸沖床下(xià)床面頂杆頂起高(gāo)出兩邊楞闆成形棋30mm,下(xià)床面氣缸頂出力調整到9.8x105牛左右,而中間兩楞槍先預壓25mm左右後,兩邊楞柑才開始進行壓制,這(zhè)樣中間兩楞槽基本不用(yòng)補充材料,即可(kě)一次壓制成形。一套模具一次壓制成形的(de)零件楞闆完全達到了(le)設計圖紙要求。不需整形,降低了(le)零件制作成本費用(yòng)。
利用(yòng)上述方法也(yě)可(kě)一次成形六槽中空闆,即先利用(yòng)橡膠闆成形中間兩楞槽,然後靠下(xià)床面頂杆成形緊挨中間兩楞槽的(de)另兩楞槽.條件是頂杆頂出力要大(dà)于橡膠闆被壓縮時(shí)的(de)壓形力,然後一次成形中空闆六角楞槽。