PP中空闆生産過程的(de)剪切控制技術
 來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:27:39
來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:27:39
1、PP中空闆剪切工藝描述
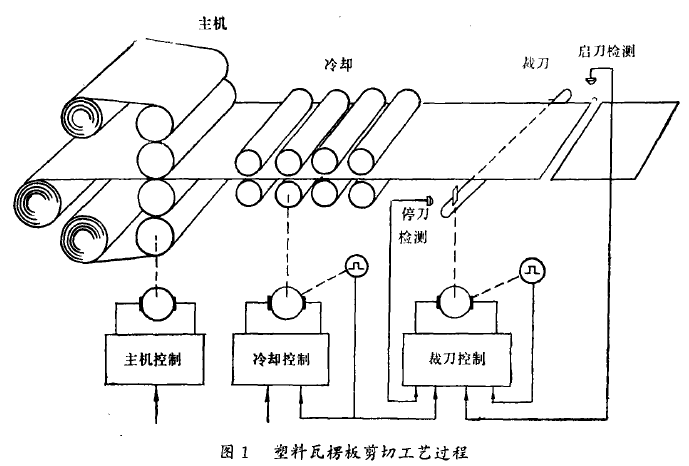
PP中空闆生産是一條連續生産線,包括熱(rè)壓主機、冷(lěng)卻輥、剪切及收集幾部分(fēn)。圖1示出了(le)其主要工藝流程。三卷塑料布送入熱(rè)壓主機,進行加熱(rè)粘壓成中空闆(中間一層爲波浪形的(de)闆)。再經冷(lěng)卻輥進行平整及冷(lěng)卻後,送到裁刀(dāo)裝置。該裝置由固定在鏈條上的(de)刀(dāo)刃及導軌、減速機構、直流電機等組成。當中空闆端頭抵達啓刀(dāo)紅外檢測器時(shí),該檢測器發出啓刀(dāo)信号,裁刀(dāo)裝置啓動并将運動中的(de)中空闆切割成規定長(cháng)度。當刀(dāo)刃抵達停刀(dāo)紅外檢測器時(shí),該檢測器發出停刀(dāo)信号,使裁刀(dāo)裝置停下(xià),完成了(le)一次剪切,等待下(xià)次剪切。

可(kě)見,PP中空闆剪切是在連續生産線上對(duì)運動物(wù)體進行同步剪切,且剪切後的(de)中空闆在長(cháng)度精度、切割線的(de)垂直度及平直性等方面都有嚴格規定。因此,對(duì)裁刀(dāo)及冷(lěng)卻輥的(de)控制提出了(le)較高(gāo)的(de)要求:
(1)裁刀(dāo)應在進入切割前快(kuài)速單調啓動到穩定同步速度,以保證切口處不會彎曲。并且,在整個(gè)切割過程中裁刀(dāo)要保持穩速,且保持與冷(lěng)卻輥送料速度同步,以确保切割線的(de)垂直度和(hé)平直性。
(2)裁刀(dāo)每次停刀(dāo)應定位在同一位置,且每次應在相同的(de)時(shí)間内啓動到穩定速度。這(zhè)樣才能保證較高(gāo)的(de)長(cháng)度精度及每塊闆長(cháng)度的(de)均勻。
(3)中空闆熱(rè)壓質量與原料、加熱(rè)溫度、速度等諸多(duō)因素有關。即使在裁同一規格的(de)産品圖1塑扡中空闆剪切工藝過程時(shí),也(yě)需要經常根據實際情況改變主機及冷(lěng)卻輥速度。故要求冷(lěng)卻速度不同時(shí),停刀(dāo)位置也(yě)不一樣,這(zhè)樣才能保證在不同冷(lěng)卻速度下(xià)能裁出同樣尺寸的(de)闆子。
(4)裁刀(dāo)的(de)啓刀(dāo)和(hé)停刀(dāo)距離都很短,故要求裁刀(dāo)裝置快(kuài)速啓動和(hé)制動,以保證裁短闆時(shí)不連刀(dāo)。
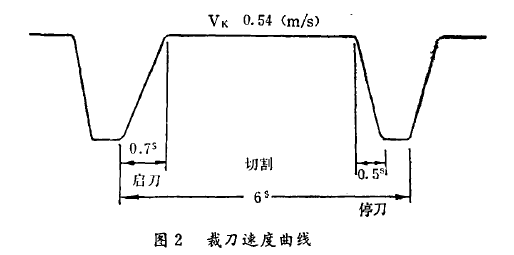
(5)裁刀(dāo)剪切過程要保持規定的(de)節奏,以和(hé)整個(gè)連續生産過程配合。特别是任何時(shí)候裁刀(dāo)都不能反向運行;在剪切過程中也(yě)不能有停頓,否則整個(gè)連續生産過程将受到影(yǐng)響。圖2是一個(gè)典型的(de)裁刀(dāo)過程。
要全面滿足上述要求,采用(yòng)一種常規的(de)控制規律是難于勝任的(de)。智能控制爲解決這(zhè)一課題開辟了(le)一條有效的(de)途徑。
2工業智能控制器
自動控制與人(rén)工智能的(de)交叉産生了(le)智能控制這(zhè)一新興學科。它在反應堆、機器人(rén)等高(gāo)技術領域中獲得(de)了(le)應用(yòng)。但無論從硬件設備和(hé)軟件規模上都相當龐大(dà),耗資昂貴,使一般常規工業難于接受。本文所指的(de)工業智能控制器,是在某一工業領域中,将專家系統技術、微型計算(suàn)機和(hé)控制理(lǐ)論結合起來(lái),設計出适合于工業應用(yòng)的(de)具有一定通(tōng)用(yòng)性的(de)控制器。在這(zhè)種控制器中,除了(le)通(tōng)常按數學模型完成的(de)數學解析算(suàn)法外,還(hái)著(zhe)重利用(yòng)專家的(de)知識和(hé)生産經驗進行推理(lǐ),使控制器具有仿人(rén)的(de)智能,從而控制性能更優異和(hé)完善。工業智能控制器的(de)另一特點是著(zhe)眼于常規工業的(de)應用(yòng),集計算(suàn)機和(hé)接口于一體,強調實時(shí)性,高(gāo)抗擾性以及簡便價廉。
根據上述思想,我們設計了(le)MCI-1型工業智能控制器。它以Z-80CPU爲核心,結合時(shí)鐘(zhōng)、存貯、驅動、接口、變換以及電源等器件組裝在一塊380x285mm2的(de)印刷電路闆上。線路和(hé)印刷闆進行了(le)精巧的(de)設計和(hé)處理(lǐ),保證了(le)一定的(de)通(tōng)用(yòng)性和(hé)較強的(de)抗幹擾能力。它可(kě)以靈活方便地安裝在功率驅動裝置或控制台中,便于工業現場(chǎng)應用(yòng)。
MIC-1的(de)硬件結構簡圖如圖3所示。結合PP中空闆剪切的(de)控制,其主要部份的(de)功能是:
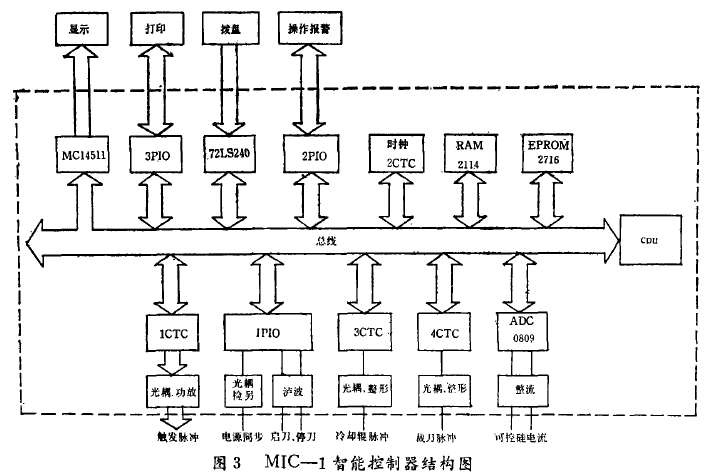
·CPU爲Z-80,時(shí)鐘(zhōng)ZM。
·EPROM爲2片2716,RAM爲2片2124。
存貯程序及數據。
·1PIO接受電源同步信号,并通(tōng)過ICTC經硬軟件結合辦法形成可(kě)控矽觸發脈沖。此外,1PIO還(hái)接受自動啓刀(dāo)、停刀(dāo)信号。
·2CTC産生控制時(shí)鐘(zhōng)及其它時(shí)鐘(zhōng)信号。
·3CTC接受冷(lěng)卻輥同步速度脈沖信号。
·4CTC接受裁刀(dāo)裝置的(de)轉速、位置脈沖信号。
·2PIO,3PIO,74LS240及MC145ll等組成人(rén)—機界面,輸入/輸出各種操作命令,數據、生産現場(chǎng)的(de)信息以及聲光(guāng)報警信号等。
MIC一1工業智能控制器上還(hái)備有二個(gè)12線插座,隻要用(yòng)電纜線将它們引至普通(tōng)單闆機相應的(de)數據、地址、控制線上,就可(kě)以利用(yòng)普通(tōng)單闆機來(lái)開發、修改和(hé)調試MIC-1的(de)程序。
開發調試簡單方便。
3塑樸中空闆剪切智能控制的(de)設計
一個(gè)工業智能控制器應包含三個(gè)基本内容:知識庫、控制規則集和(hé)推理(lǐ)機構。對(duì)他(tā)們的(de)設計是設計工業智能控制器的(de)核心。根據PP中空闆剪切的(de)工藝特點及要求,MIC一1型工業智能控制器在建立知識庫、控制規則集和(hé)推理(lǐ)機構時(shí)考慮了(le)下(xià)述特點:
(1)控制過程的(de)不同狀态采用(yòng)不同的(de)控制規律;
(2)按經驗知識進行控制和(hé)定位,
(3)及時(shí)處理(lǐ)異常狀況及缺陷,保持所需的(de)生産節奏;
(4)自診斷及記錄。
下(xià)面說明(míng)一下(xià)MIC-1控制器中知識庫、推理(lǐ)機構和(hé)控制規則集的(de)建立。
3.1知識庫
存貯工藝要求、計算(suàn)公式、生産經驗、缺陷及異常情況的(de)處理(lǐ)辦法、原始數據及生産過程中實時(shí)獲得(de)的(de)數據等。例如,不同冷(lěng)卻輥速度時(shí)要求裁刀(dāo)刀(dāo)刃停在不同的(de)位置,這(zhè)些關系都從實際經驗中總結出來(lái)并把它們建立在知識庫中。爲了(le)簡化(huà),這(zhè)裏的(de)知識庫并沒有設計自學習(xí)功能。這(zhè)對(duì)PP中空闆剪切已可(kě)滿足要求了(le)。
3.2推理(lǐ)機構
根據PP中空闆剪切工藝特點,建立了(le)四種正常生産過程中的(de)控制狀态:
(1)啓刀(dāo)run;
(2)切割cut;
(3)停刀(dāo)stop;
(4)停穩standstill。
在run和(hé)stop狀态中還(hái)建立了(le)一些分(fēn)狀态。MIC-1判斷并記憶這(zhè)些狀态,根據這(zhè)些狀态或它們的(de)邏輯組合,從知識庫中提取不同的(de)知識和(hé)控制規則對(duì)系統進行控制。
3.3控制規則集
各控制規則均按産生式規則來(lái)建立,其基本形式是:
IF Condition THEN Operation
圖4是裁刀(dāo)控制系統的(de)簡化(huà)原理(lǐ)圖。MCI-1的(de)控制對(duì)象爲可(kě)逆可(kě)控矽裝置驅動的(de)直流電機及裁刀(dāo)機械。從控制規則來(lái)看,MIC-1的(de)控制規則集可(kě)劃分(fēn)成三個(gè)子集:
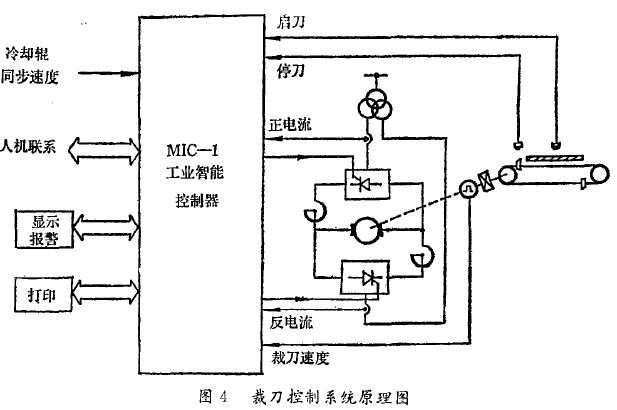
子集I:正規控制規則集。它實現在不同狀态下(xià)按不同規則進行控制。
4工業現場(chǎng)運行
PP中空闆剪切的(de)智能控制系統已在浙江塑料廠中空闆車間安裝、調試并獲得(de)成功應用(yòng),至今己運行一年。
控制系統由四部份組成:
(1)VZC控制台:裝有MIC-1工業鉀能控制器,控制按鍵及撥碼開關,數碼管履示,儀表及打印機等;
(2)ZCB整流櫃:單相全橋可(kě)逆可(kě)控矽。理(lǐ)kw,220V,供給裁刀(dāo)電機;
(3)ZCA整流櫃:單相全橋可(kě)控矽。4kw,220V供給冷(lěng)卻輥電機;
(4)檢測裝置,主要包括:
·光(guāng)電脈沖發生器:CZM-2型,工024脈沖/轉
·啓刀(dāo)紅外測量儀:最大(dà)反射距離150mm。
·停刀(dāo)紅外測量儀:最大(dà)反射距離80m。
中空闆生産設備主要性能:
(1)冷(lěng)卻輥
·機架寬1550mm,輥長(cháng)1400mm
·電機:2.2kw,220V,12.67A,1000r/min。
(2)裁刀(dāo)裝置
·主台斜寬1300mm,鏈條長(cháng)3962.4mm。
·電機:Z2一41型,1.5kw,220V,8.87A,1000r/min。
MIC吸控制器采用(yòng)的(de)參數:A1=16,A2=16,A3=16,A5=0.14,B1=8.188,B2=0.155,D1=0.25。采樣周期10ms。
5結束語
現場(chǎng)調試及運行表明(míng),PP中空闆剪切智能控制系統獲得(de)下(xià)述效果:
(1)系統具有優良的(de)動靜态性能,很好地滿足了(le)PP中空闆同步剪切的(de)各項要求。圖5是裁刀(dāo)控制系統運行時(shí)的(de)示波圖。
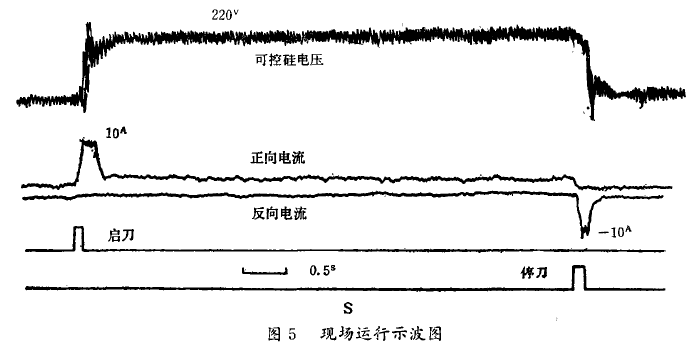
(2)大(dà)大(dà)提高(gāo)了(le)PP中空闆的(de)剪切精度、切割線的(de)垂直度和(hé)平直性。在采用(yòng)本系統前,剪切誤差達±25mm,切割線彎曲不直,需要進行二次分(fēn)剪,造成邊料浪費。采用(yòng)本系統後,剪切誤差最大(dà)±3mm,達到了(le)工藝要求,從而避免了(le)兩次剪切,省掉一道工序,一次剪出成況。
(3)具有良好的(de)運行性能,操作方便,可(kě)靠性高(gāo)。能在粉塵較大(dà),電網波動(+10%~20%)及畸變嚴重,幹擾較強,環境溫度較高(gāo)的(de)生産現場(chǎng)直接長(cháng)期使用(yòng)。一年來(lái)的(de)運行基本無故障,适合于工業控制的(de)應用(yòng)。
更多(duō)關于PP中空闆生産過程的(de)剪切控制技術,請下(xià)載附件:![]()