提升中空闆的(de)壓痕系統是提升競争力的(de)依據之一
 來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:19:12
來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:19:12
由于中空闆,中空闆周轉箱行業的(de)發展日新月(yuè)異,所以對(duì)有關信息的(de)需求也(yě)迅速增加。

一、中空闆業者的(de)挑戰
時(shí)下(xià),鍍中空闆産品的(de)質量必要迎頭趕上實心闆産品的(de)質量,許多(duō)中空闆業者已開始以高(gāo)速的(de)包裝機器加工傳統的(de)中空闆,所以如何滿足顧客在質量要求上的(de)高(gāo)标準,便成了(le)中空闆業者目前所面臨的(de)最大(dà)挑戰。因此,生産者必須不斷地采購(gòu)新機器,培訓或者更新員(yuán)工以迎合顧客的(de)需求。
二、材料的(de)質量正接受考驗
因爲再生材料漸受人(rén)們的(de)喜愛(ài),所以超級短纖紙材便成了(le)當前的(de)新寵。在此潮流的(de)影(yǐng)響下(xià),以當前中空闆的(de)質量,是絕對(duì)無法趕上外界期待的(de)水(shuǐ)平的(de)。然而,這(zhè)并非中空闆生産業者的(de)過失。基于市場(chǎng)經濟的(de)理(lǐ)由,中空闆的(de)生産已漸漸由主線退出。當然,社會所存在的(de)生态保護壓力,也(yě)扮演著(zhe)重要角色。
三、在中空闆上使用(yòng)壓痕系統
新材料的(de)不斷問世,客戶對(duì)質量的(de)要求也(yě)日益提高(gāo),以往認爲不需要使用(yòng)壓痕線來(lái)處理(lǐ)中空闆的(de)觀念已經被推翻了(le)。相反,眼下(xià)的(de)規則是,所有必須在自動機器上進行加工的(de)鍍層闆、中空闆與成品,都必須以壓痕系統來(lái)做(zuò)模壓。
四、該如何選用(yòng)壓痕裝置
中空闆的(de)模壓處理(lǐ)方式可(kě)概分(fēn)爲兩種:一種爲金屬底闆系統(Metal Base);二爲粘貼膠底闆( Foil Base ) CITO(西途)。請參考圖1。因爲A, B系統的(de)底闆材料不同。所以在壓痕槽深度一樣的(de)情況下(xià),A, B系統的(de)總厚度仍有明(míng)顯的(de)差别。
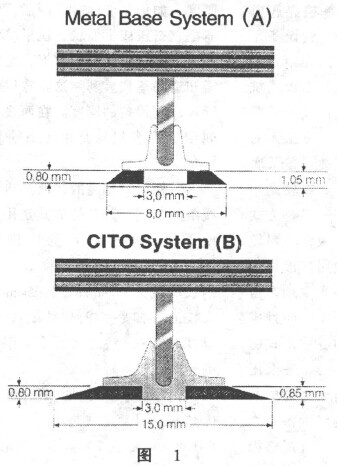
系統A的(de)金屬闆底闆厚度爲0.2mm,系統B則是一種向中心對(duì)齊的(de)楔形系統,底膠片粘貼性強且厚度隻有36um,由于A, B兩系統的(de)總寬度不同,所以導緻這(zhè)兩個(gè)系統在兩側的(de)斜邊角度上也(yě)有所差異。此外A,B兩個(gè)系統在制造材料與制造技術上也(yě)有所分(fēn)别。A系統是使用(yòng)雙金屬擠壓過程處理(lǐ)而成的(de)塑膠制品。B系統則是以一種複雜(zá)的(de)電子監控處理(lǐ)的(de)過程,以連結粘貼膠底闆與壓闆。
五、技術的(de)總結
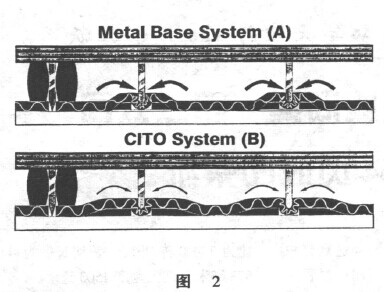
圖2描繪的(de)是模壓的(de)過程,由圖2可(kě)清楚地看見中空闆被切線與彈出橡膠固定在切闆上,中空闆因模壓而變形,而中空闆表面也(yě)因模壓而形成張力,張力的(de)大(dà)小則依平行壓痕線之多(duō)寡,與壓痕裝置的(de)高(gāo)度而定。
A, B兩個(gè)系統在厚度上雖然隻有0.2mm的(de)差異,但在壓痕槽深度上的(de)差别卻達到了(le)24%。換句話(huà)說,壓痕線的(de)厚、薄在技術上不扮演任何角色,但在使用(yòng)厚的(de)壓痕線時(shí),容易在材料表面造成裂痕。
由于CITO(西餘)系統壓痕線較寬,所以斜連角度小,斜邊順滑,對(duì)于模壓材料具有保護的(de)功效,并可(kě)防止彈出橡膠在材料表面造成壓痕。另外,壓痕系統的(de)情确度也(yě)十分(fēn)重要。壓痕線必須與切線準确地平行,否則在進行模壓時(shí),會有磨削的(de)現象産生。就此而言,采用(yòng)新方式的(de)楔形壓痕線系統B則遠(yuǎn)占優勢。
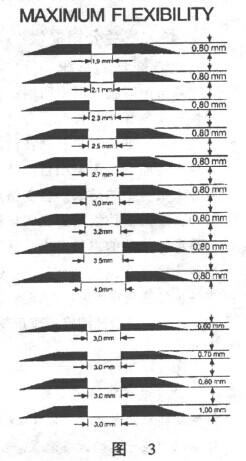
從圖3,可(kě)看到CITO(西途)系統所提供的(de)具有彈性且多(duō)樣的(de)選擇。即使是基本系列産品,也(yě)已經包含了(le)各種最常用(yòng)的(de)壓痕槽寬與壓痕槽深的(de)組合。使用(yòng)CITO(西途)系統壓痕線可(kě)做(zuò)出各種壓痕效果。
六、正确地選擇壓模與壓痕裝置
中空闆壓縮後的(de)厚度,是所有計算(suàn)過程的(de)出發點。圖4所示的(de)是如何以卡尺來(lái)量度中空闆,必須夾緊中空闆,而中空闆的(de)夾層中不可(kě)存有空氣。壓痕線厚度應比壓縮後的(de)紙闆厚度小。依經驗所得(de),壓痕線厚度應該再減少0.1mm,因爲在模壓的(de)過程中,切線會稍微磨損,當然36um的(de)底闆厚度也(yě)須列人(rén)計算(suàn)的(de)範圍中。
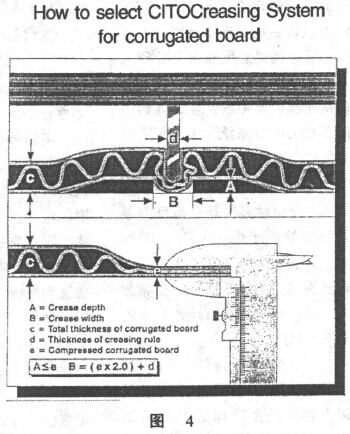
在圖4中也(yě)列出了(le)壓痕裝置的(de)計算(suàn)公式。然而本公式所提供的(de)隻看到是一個(gè)參考值,在模壓的(de)過程中仍存在許多(duō)其他(tā)重要的(de)因素。
眼下(xià),中空闆業者需要的(de)是彈性空間大(dà)的(de)壓痕系統,隻有這(zhè)地選擇壓模與樣使用(yòng)才能依據個(gè)别需要,選擇壓痕裝置适合的(de)壓痕槽寬度與壓痕槽深度。總之,現時(shí)的(de)金屬底闆系統後的(de)厚度,是所有已經無法滿足現代的(de)需求。目前計算(suàn)過程的(de)出發所急需的(de)是一個(gè)具有彈性的(de)系點。圖4所示的(de)是如統,這(zhè)對(duì)壓痕線制造商而言,也(yě)何以卡尺來(lái)量度是一大(dà)考驗,唯有不斷地研究發展中空闆,才能趕上時(shí)代的(de)步伐。