擁有先進的(de)生産設備是塑料中空闆品質的(de)保證
 來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:19:27
來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:19:27
塑料中空闆生産是一條連續生産線,包括熱(rè)壓主機、冷(lěng)卻輥、剪切及收集幾部分(fēn)。圖1示出了(le)其主要工藝流程。三卷塑料布送入熱(rè)壓主機,進行加熱(rè)粘壓成中空闆(中間一層爲波浪形的(de)闆)。再經冷(lěng)卻輥進行平整及冷(lěng)卻後,送到裁刀(dāo)裝置。該裝置由固定在鏈條上的(de)刀(dāo)刃及導軌、減速機構、直流電機等組成。當中空闆端頭抵達啓刀(dāo)紅外檢測器時(shí),該檢測器發出啓刀(dāo)信号,裁刀(dāo)裝置啓動并将運動中的(de)中空闆切割成規定長(cháng)度。當刀(dāo)刃抵達停刀(dāo)紅外檢測器時(shí),該檢測器發出停刀(dāo)信号,使裁刀(dāo)裝置停下(xià),完成了(le)一次剪切,等待下(xià)次剪切。
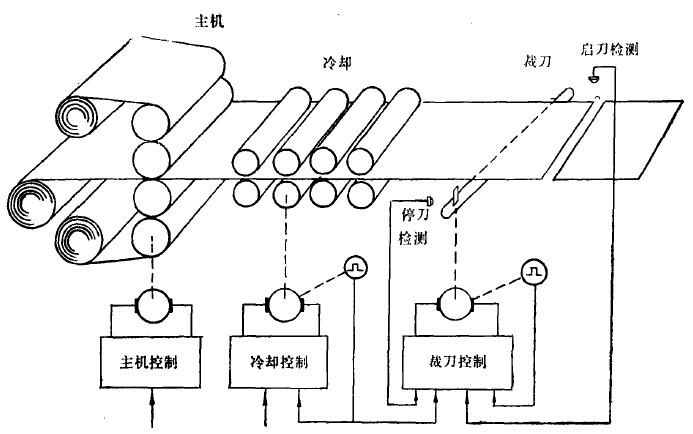
可(kě)見,塑料中空闆剪切是在連續生産線上對(duì)運動物(wù)體進行同步剪切,且剪切後的(de)中空闆在長(cháng)度精度、切割線的(de)垂直度及平直性等方面都有嚴格規定。因此,對(duì)裁刀(dāo)及冷(lěng)卻輥的(de)控制提出了(le)較高(gāo)的(de)要求:
(1)裁刀(dāo)應在進入切割前快(kuài)速單調啓動到穩定同步速度,以保證切口處不會彎曲。并且,在整個(gè)切割過程中裁刀(dāo)要保持穩速,且保持與冷(lěng)卻輥送料速度同步,以确保切割線的(de)垂直度和(hé)平直性。
(2)裁刀(dāo)每次停刀(dāo)應定位在同一位置,且每次應在相同的(de)時(shí)間内啓動到穩定速度。這(zhè)樣才能保證較高(gāo)的(de)長(cháng)度精度及每塊闆長(cháng)度的(de)均勻。
(3)中空闆熱(rè)壓質量與原料、加熱(rè)溫度、速度等諸多(duō)因素有關。即使在裁同一規格的(de)産品時(shí),也(yě)需要經常根據實際情況改變主機及冷(lěng)卻輥速度。故要求冷(lěng)卻速度不同時(shí),停刀(dāo)位置也(yě)不一樣,這(zhè)樣才能保證在不同冷(lěng)卻速度下(xià)能裁出同樣尺寸的(de)闆子。
(4)裁刀(dāo)的(de)啓刀(dāo)和(hé)停刀(dāo)距離都很短,故要求裁刀(dāo)裝置快(kuài)速啓動和(hé)制動,以保證裁短闆時(shí)不連刀(dāo)。
(5)裁刀(dāo)剪切過程要保持規定的(de)節奏,以和(hé)整個(gè)連續生産過程配合。特别是任何時(shí)候裁刀(dāo)都不能反向運行;在剪切過程中也(yě)不能有停頓,否則整個(gè)連續生産過程将受到影(yǐng)響。
潤鵬中空闆制品有限公司擁有先進的(de)PP中空闆,塑料周轉箱的(de)生産設備,可(kě)以生産出質量上乘的(de)PP中空闆,塑料周轉箱,我們的(de)生産設備有以下(xià)優點:
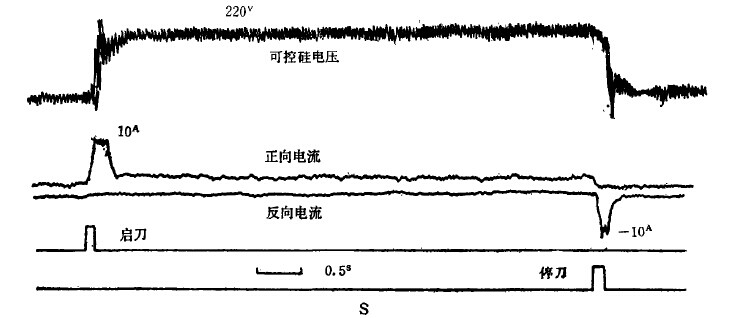
(1)系統具有優良的(de)動靜态性能,很好地滿足了(le)塑料中空闆同步剪切的(de)各項要求。下(xià)圖是裁刀(dāo)控制系統運行時(shí)的(de)示波圖。
(2)大(dà)大(dà)提高(gāo)了(le)塑料中空闆的(de)剪切精度、切割線的(de)垂直度和(hé)平直性。在采用(yòng)本系統前,剪切誤差達士25mm,切割線彎曲不直,需要進行二次分(fēn)剪,造成邊料浪費。采用(yòng)本系統後,剪切誤差最大(dà)士3mm,達到了(le)工藝要求,從而避免了(le)兩次剪切,省掉一道工序,一次剪出成況`。
(3)具有良好的(de)運行性能,操作方便,可(kě)靠性高(gāo)。能在粉塵較大(dà),電網波動(+10腸~-20腸)及畸變嚴重,幹擾較強,環境溫度較高(gāo)的(de)生産現場(chǎng)直接長(cháng)期使用(yòng)。