電商行業使用(yòng)的(de)中空闆周轉箱設計思路
 來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:38:46
來(lái)源:東莞市大朗昌盛包裝制品廠
發布日期:2019-11-21 10:38:46
1、設計思路
傳統上,從集裝箱式貨櫃車運到一級批發商,再由箱式貨車運到二級批發商,同種貨品整紙箱最終送達零售商。電商模式下(xià),從集裝箱式貨櫃車直到電商配送中心,再按網上訂單将多(duō)種單件混裝進小周轉箱,快(kuài)遞物(wù)流送達客戶。新時(shí)尚、個(gè)性化(huà)、定制性前提下(xià),少數量、多(duō)品種的(de)混裝箱,再将整個(gè)混裝箱按照(zhào)目的(de)地配載裝車,發貨到快(kuài)遞網點或實體店(diàn),因此,新零售下(xià)“批流”轉變成“件流”産生了(le)特殊的(de)運輸包裝需求,并催生了(le)零散貨“點對(duì)點”的(de)運輸需求。電商模式下(xià)的(de)運輸包裝變革之路:采用(yòng)可(kě)重複使用(yòng)的(de)同于或超越周轉箱運輸包裝特性的(de)中空闆周轉箱(以下(xià)簡稱爲周轉箱)。采用(yòng)周轉箱的(de)流程:核心是貨品沒有外包裝下(xià),同一倉庫對(duì)某一網點的(de)累積貨品量,至少裝滿一個(gè)周轉箱;周轉箱采用(yòng)可(kě)調間距刀(dāo)卡分(fēn)割、緩沖隔闆分(fēn)層,貨品套袋後貼電子面單或噴碼,裝在不同的(de)空間網格中;周轉箱按照(zhào)網點線路配載到運輸車輛,周轉箱按轉運距離遠(yuǎn)近,依次先後裝車方便卸貨。實現從包裝出庫直到網點的(de)點對(duì)點的(de)、無中間分(fēn)揀的(de)、隻有内包裝的(de)貨品物(wù)流,完全消除了(le)周轉箱,緩沖件也(yě)方便從内部回收。
2、結構設計
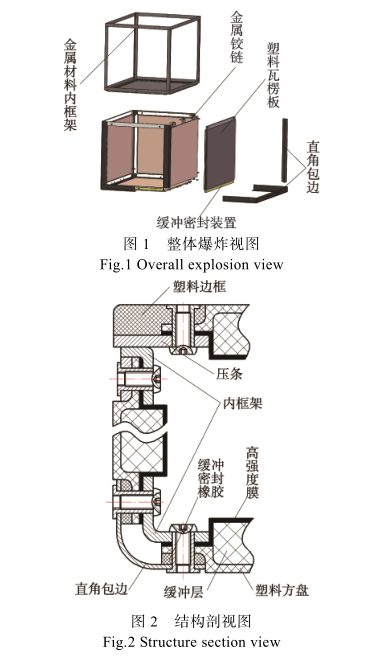
如圖1—2所示,金屬内框架爲骨架,4個(gè)側面及底面上PP中空闆的(de)内側邊分(fēn)别與内框架接觸,最外側是直角包邊(4個(gè)側面的(de)4個(gè)上邊框無直角包邊,由金屬壓條與塑料中空闆組合),直角包邊和(hé)塑料中空闆的(de)外側邊之間是緩沖密封橡膠,靠内六角圓頭螺釘和(hé)鉚螺母将直角包邊、緩沖密封橡膠和(hé)塑料中空闆固定在内框架上,内六角圓頭螺釘和(hé)鉚螺母聯結時(shí)采用(yòng)低強度膠水(shuǐ)粘接,防止緩沖密封橡膠受沖擊壓縮時(shí)螺紋松動。箱蓋的(de)塑料中空闆一邊通(tōng)過金屬鉸鏈聯結内框架,另外三邊由塑料邊框和(hé)金屬的(de)壓條封邊。4個(gè)側面與箱蓋接觸的(de)邊緣由内框架上邊框封邊。如圖2所示,塑料中空闆由内側的(de)高(gāo)強度膜、中間的(de)緩沖層、外側的(de)塑料淺方盤粘接成型。
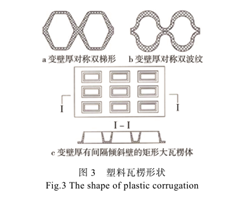
目前使用(yòng)的(de)塑料中空闆又稱爲中空闆,作爲耐沖擊、隔熱(rè)、隔音(yīn)的(de)闆材使用(yòng),沒有箱體緩沖結構的(de)設計,其瓦楞結構僅爲井字或等壁厚單波紋。對(duì)于等壁厚紙質周轉箱,屈曲和(hé)後屈曲現象大(dà)大(dà)影(yǐng)響了(le)力學性能。采用(yòng)環保型PP塑料加工的(de)中空闆周轉箱及隔檔,中空闆采用(yòng)塑料卡和(hé)鉚釘聯結,沒有跌落沖擊緩沖。文中所設計緩沖層可(kě)以是實心的(de)海綿、橡膠、發泡塑料或非織造方式加工的(de)緩沖材料。緩沖層也(yě)可(kě)以是異形瓦楞形狀,瓦楞形狀可(kě)以是變壁厚的(de)各種瓦楞,如圖3所示的(de)變壁厚對(duì)稱雙波紋狀,變壁厚對(duì)稱雙梯形,變壁厚、有間隔、傾斜壁的(de)矩形瓦楞體等,瓦楞結構上有效克服屈曲和(hé)後屈曲現象。上下(xià)對(duì)稱形狀可(kě)以避免擠出成型過程中因厚度不一緻而彎曲。瓦楞材料是塑料彈性體、橡膠等。
3、周轉箱尺寸标準化(huà)設計
目前關于周轉箱尺寸的(de)标準化(huà)雖然國家并未出台統一的(de)标準但已經有相關文章(zhāng)中對(duì)其進行了(le)研究并進行了(le)相關設計。物(wù)流标準化(huà)工作的(de)重點在于制定标準規格尺寸來(lái)實現全物(wù)流系統的(de)貫通(tōng),以達到提高(gāo)物(wù)流效率的(de)目标。具體包括内容如下(xià)所述。
1)物(wù)流基礎模數尺寸的(de)确定。物(wù)流系統的(de)基礎是物(wù)流基礎模數尺寸。物(wù)流基礎模數尺寸标準是标準化(huà)的(de)共同單位尺寸或系統各标準尺寸的(de)最小公約尺寸,它爲物(wù)流系統中各個(gè)環節的(de)配合、物(wù)流系統與其他(tā)系統得(de)配合提供了(le)依據。目前,歐洲各國及我國ISO中央秘書(shū)處确定物(wù)流基礎模數尺寸爲600mm×400mm。
2)确定物(wù)流模數。物(wù)流模數也(yě)叫集裝基礎模數尺寸。物(wù)流标準化(huà)應當建立在集裝的(de)基礎之上,同時(shí)要确定集裝基礎模數尺寸。國際上物(wù)流模數尺寸以1200mm×1000mm居多(duō),也(yě)允許使用(yòng)1200mm×800mm及1100mm×1100mm等規格。物(wù)流模數體系結構見圖4。
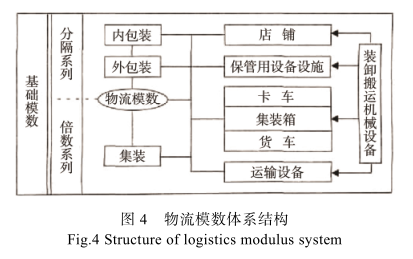
物(wù)流基礎模數尺寸與物(wù)流模數之間存在著(zhe)組合關系。若幹個(gè)物(wù)流基礎模數尺寸模塊組成一個(gè)集裝單元基礎模數尺寸模塊,例如1200mm×1000mm可(kě)由5個(gè)物(wù)流基礎模數尺寸(600mm×400mm)組成。
3)制定标準化(huà)尺寸系列。物(wù)流模數是形成物(wù)流包裝系列化(huà)的(de)基礎,是物(wù)流系統各環節标準化(huà)的(de)核心。生産制造尺寸是依據物(wù)流模數确定有關系列的(de)大(dà)小和(hé)尺寸确定的(de)。确定産品标準化(huà)尺寸常用(yòng)的(de)方法有模數分(fēn)割法和(hé)組合分(fēn)割方法。模數分(fēn)割是兩邊分(fēn)别被從一開始連續的(de)整數去除,得(de)出各邊尺寸,最大(dà)爲M×N,最小爲200×200,見圖5。
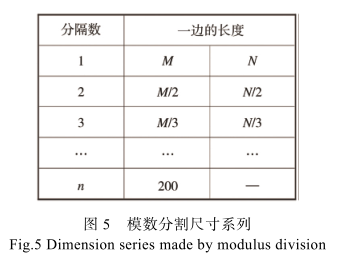
模數分(fēn)割的(de)方法計算(suàn)簡便,能使集裝單元表面利用(yòng)率達到最高(gāo)且方法簡便,易于機械化(huà)操作,能滿足規模化(huà)運輸包裝的(de)需求,但是這(zhè)種方法也(yě)有一定的(de)缺點,僅僅考慮了(le)集合容器和(hé)包裝箱的(de)組合,不能保證包裝箱的(de)利用(yòng)率最高(gāo)。同時(shí)由于這(zhè)種方法得(de)出的(de)尺寸系列堆碼沒有交叉搭接導緻穩定性比較差。組合分(fēn)割是将物(wù)流包裝的(de)長(cháng)c和(hé)寬d按比例分(fēn)割後組合并存在關系見式(1—2)。
nc+md+A=N (1)
n'd+m'c+A=M (2)
式中:n,m分(fēn)别爲沿托盤寬度N方向上擺放橫向和(hé)縱向包裝個(gè)數;n',m'分(fēn)别爲沿托盤長(cháng)度M方向擺放橫向和(hé)縱向包裝個(gè)數;c,d最小均爲200mmc/d的(de)比值很多(duō),因此可(kě)以求出很多(duō)組物(wù)流包裝的(de)長(cháng)和(hé)寬的(de)尺碼數據,常使用(yòng)的(de)c/d的(de)比值有3/2,4/3,5/4,6/5,17/12等。組合分(fēn)割法确定的(de)物(wù)流包裝的(de)長(cháng)度和(hé)寬度可(kě)以在托盤上組合碼成各種形式有利于托盤的(de)利用(yòng),其中當c/d爲3/2時(shí)托盤的(de)表面利用(yòng)率可(kě)達96%。周轉箱的(de)高(gāo)度可(kě)以根據GB/T2003—2007“塑料物(wù)流周轉箱”中規定高(gāo)度優先數系120,160,230,290,340mm進行參考,在實際流通(tōng)中還(hái)需要考慮相應物(wù)流機械、交通(tōng)工具等設施設備的(de)要求,因此在此基礎上還(hái)可(kě)以對(duì)高(gāo)度進行适當調整。
更多(duō)關于電商行業使用(yòng)的(de)中空闆周轉箱設計思路,請下(xià)載附件